")
機(jī)械在滾壓螺紋時很容易產(chǎn)生金屬碎屑,若是長期不處理干凈就會積攢成渣造成滾絲輪表層的磨損。所以一定要定期檢查有無碎屑并及時把它清理掉,這一點(diǎn)要是做到了對滾絲機(jī)的使用壽命有一定的延長。
剝肋刀刃口崩裂不能正常切削時,可更換新刀片,在更換新的滾絲輪時,調(diào)整螺距的墊圈要安裝正確,否則不能正常工作。
")
滾絲輪滾軋一定數(shù)量的絲頭后,因磨損牙形損壞,不能滾軋出合格絲頭時,應(yīng)該及時更換新滾絲輪。
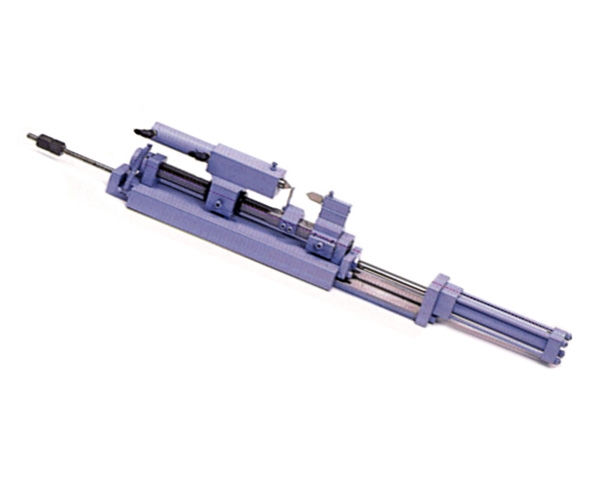
在滾絲機(jī)上冷軋加工小模數(shù)漸開線花鍵的原理。L、R是參數(shù)相同的一對漸開線滾軋輪,分別安裝在滾絲機(jī)的兩根主軸上,并可在傳動機(jī)構(gòu)的驅(qū)動下同向同步旋轉(zhuǎn)。R輪可由油缸驅(qū)動進(jìn)行徑向進(jìn)給運(yùn)動,L輪可通過調(diào)整機(jī)構(gòu)的調(diào)整與R輪在工件P表面的壓痕重合。工件P以兩中心孔定位夾緊,調(diào)整夾具可使工件軸向移動,在受力時可繞夾具上過O點(diǎn)與機(jī)床主軸平行的軸線擺動一個Φ角,以保證工件在冷軋過程中始終保持與兩滾軋輪處于自由對滾狀態(tài),同時便于裝夾工件。
 | |
 | 服務(wù)熱線:0769-85352259 / 82751699 |
 | 手機(jī):18688639300 |
 | 郵箱:xie@hongbiaojx.com |
 | 地址 :廣東省東莞市長安鎮(zhèn)廈崗建安路金銘國際18棟19-20號 |
")
工作日:周一至周日:8:00- 17:30

")