")
機(jī)器是有各種零件組件而成的,在運(yùn)用中的任何時(shí)刻都有或許出現(xiàn)缺點(diǎn),就如金屬加工公司最常運(yùn)用的滾絲機(jī),有時(shí)分就會俄然出現(xiàn)出亂絲的現(xiàn)象。那么到底是什么要素致使好好使機(jī)器出現(xiàn)這么的疑問呢?
構(gòu)成這種現(xiàn)象的最多的要素便是工人在操作的時(shí)分,將滾壓頭沒有及時(shí)替換,構(gòu)成在加料的時(shí)分,添加的鋼筋的規(guī)格型號和本來的不一致,所以大小不匹配就致使了壓出來的絲就亂了。這種狀況下,只需及時(shí)的關(guān)機(jī),然后替換就行了。
其他一個(gè)對比多見的要素便是在機(jī)器開機(jī)之前,或者是滾絲機(jī)替換滾壓頭的時(shí)分,由于操作失誤將滾壓頭的次第裝置錯(cuò)了。這么相同也會致使出現(xiàn)滾亂絲的狀況。當(dāng)再次遇到類似缺點(diǎn),重新裝置一下滾壓頭就可以了。
")
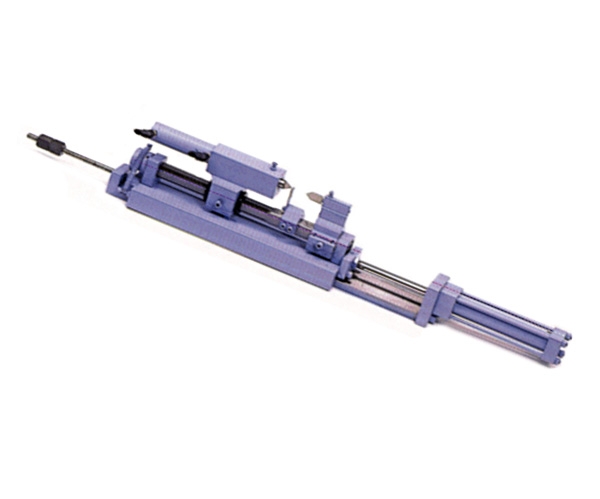
滾絲機(jī)液壓螺紋的成型過程
滾壓是某些金屬材料的坯件受到具有一定截形的滾壓工具之軋制而產(chǎn)地理性變形,從而形成相應(yīng)截形丁件的一種工藝方法。
由此可知,液壓螺紋是一種無屑加丁方法,滾絲機(jī)其實(shí)質(zhì)是利用某些材料在冷態(tài)下的可塑性來進(jìn)行加丁,使坯件在滾限工具壓力的作用下產(chǎn)生塑性變形、輾創(chuàng)出相應(yīng)的螺紋。
在冷態(tài)下實(shí)現(xiàn)螺紋滾壓過程從1831年就開始了,早先是利用控絲機(jī)搓制緊固鐵路枕木用的螟栓。然而直到1940印以前對于滾壓精密螺紋尚未獲得廣泛的應(yīng)用。這主要出于在19世紀(jì)末和20世紀(jì)初,坯件材料不適于滾壓。隨著坯件材料機(jī)械性能的進(jìn)一步改善,以及精密液壓工具和工藝性能更高的滾絲機(jī)床的研制成功,滾絲機(jī)螺紋的滾壓加工技術(shù)得到更大的普及,并風(fēng)可以在碳素鈉、合金鋼(包括不銹鋼、工具鋼>、青銅、黃銅、鋁、放、鉆、鎳、粉末冶金和塑料等不同坯件材料上,對各種類型的零件(如絲錐、發(fā)動機(jī)地腳螺栓和動力螟栓、主軸和絲杠螺紋、空心薄壁件上螺紋等)進(jìn)行各種螺紋(包括精密螺紋)的滾壓加工。
在液壓螺紋的過程中,被加工螺紋是由滾壓工具工作螺紋擠出的坯件金屬重新分配的結(jié)果
 | |
 | 服務(wù)熱線:0769-85352259 / 82751699 |
 | 手機(jī):18688639300 |
 | 郵箱:xie@hongbiaojx.com |
 | 地址 :廣東省東莞市長安鎮(zhèn)廈崗建安路金銘國際18棟19-20號 |
")
工作日:周一至周日:8:00- 17:30

")